Tensile strength of dry basalt rovings and yarns is one of the most important parameters regularly controlled at our factory. This parameter is also called “tenacity” and is measured in mN/tex.
Basfiber® products demonstrate high strength both in dry and in impregnated states. Mechanical properties of epoxy impregnated strand (ASTM D2343) you can find in the Section “Mechanical properties”. The tenacity values for dry rovings and yarns are given in the following table:
Direct roving |
Tenacity, mN/tex |
Assembled roving |
Tenacity, mN/tex |
Twisted yarn |
Tenacity, mN/tex |
for 11-12 micron for 13-16 micron for 17-19 micron for 20-21 micron |
≥700 ≥650 ≥600 ≥550 |
for 10-16 micron for 17-19 micron |
≥650 ≥550 |
10 micron, 68 and 136 tex 10 micron, other than 68 and 136 tex 11 micron 13 micron |
≥700 ≥650 ≥600 ≥550 |
However to achieve the above values in your laboratory tests it’s necessary to thoroughly follow our testing procedure.
This method applies to basalt single yarns, direct rovings, assembled rovings, twisted yarns and describes techniques of specimen preparation and their testing.
The test method is harmonized with ASTM D 3822 standard.
Due to the fact that basalt fiber is stiffer and more brittle than glass fiber,preparation of specimens for evaluation of mechanical properties should be more careful.
1. Testing equipment
1.1 Clamping faces of jaws must be thoroughly fitted to each other to provide the maximum contact area.
1.2 In order to prevent specimen slipping from the clamps it’s allowed to glue leather or polyurethane pads on internal faces of clamps. Sandpaper with very small grit size also may be used (grit size – less than 40 µm, ISO designation -P400).
2. Bonding mix for tabbing (i.e. for protectionof fiber ends in clamps)
To avoid elevated brittleness of impregnated parts of specimens the bonding mix consists of epoxy resin ĐĐ”-20 (ED-20) with addition of acetone first and then subsequent addition of plasticizer (dibutyl phthalate, dibutyl sebacate) in the ratio 100:10:10. Mixing and applying are performed with a brush.
3. Specimens preparation

3.1 When testing in jaws, the length of fiber segments should be not less than 220 mm. Preliminary it’s necessary to remove 20 m of yarn from each package and 1-3 m of yarn should be removed between segments.
3.2 To prepare specimens for testing a paper template is used. Specimens preparation activities are performed on a fluoroplastic pad.
3.3 Apply a sufficient amount of bonding mix with brush.
3.4 Place the fiber segments in the center of strips and straighten them thoroughly.
3.5 Apply one more layer of bonding mix, gluing the fiber to the paper. Remove minute air bubbles from impregnated part of fiber by tapping with a brush.
3.6 Place a paper strip on impregnated parts of fiber, press it by fingers. Repeat the same procedure on the other side of the yarns
3.8 To provide even distribution of bonding mix between monofilaments, specimens should be kept in the air under natural conditions during 2 hours.
3.9 Then the specimens are cured at 107±2°C during 1 hour. After heat treatment the specimens are temperature-stabilized during 1 hour under natural conditions.
4. Testing procedure
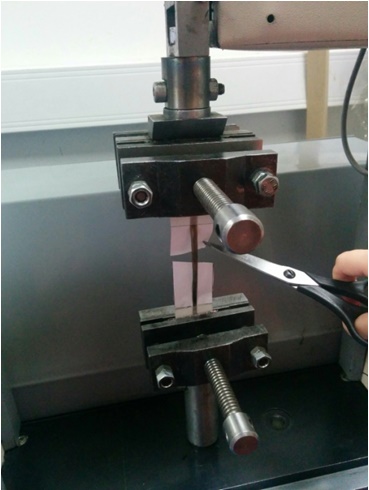
4.1 Paper template with specimens should be cut as shown in Fig. 17 (after cooling-down during at least 15 min).
4.2 When testing in jaws, a specimen with paper tabs is mounted precisely in the center of upper clamp of tensile machine so that 8-10 mm of impregnated part is out of jaws. Fix the specimen in jaws. Then mount the other end of the segment, straightening and pulling it carefully by hand. When mounting in lower clamp, special care should be taken: don’t bend the yarn and don’t touch unimpregnated part of the specimen. The distance between the clamps is 100±1mm.
4.3 Before testing cut the paper carefully behind the yarn with scissors without touching the yarn.
Warning: When preparing and testing the specimen, special care should be taken:


 English
English Russian
Russian Deutsch
Deutsch Japan
Japan Korea
Korea